BLT085 Rigging Hardware
G80 Weld On Lifting Point (Weld On Pivoting D Link)
BLT085 Rigging Hardware
G80 Weld On Lifting Point (Weld On Pivoting D Link)
-
Working Load Limit 1.12-20t
- Material: High-strength chromium-molybdenum alloy steel
- Attachment type: Welding
- Pivot angle: 180°
- Surface treatment (rings): Powder-coated
- Working temperature range: -40℃~+200℃
- Chain grade: G80
- Custom thread: Metric/Unified National Coarse (UNC)/Unified National Fine (UNF)/ pipe thread/ lengthened/ shortened
- Rotates under load: No
- Holding spring for suspension link: Yes
- Working load limit: 1.12T-20T
- Safety factor: 4:1
- Standard: DIN EN 1677-1
- Explosion protection: No
- RAL color No.: Customizable
- Identification label available: No
Inspection and Standards
- Successfully passed 1.5x tensile fatigue testing over 20,000 cycles and 2.5x rated load testing for reliability
- Verified through magnetic particle inspection to ensure the product is free of cracks
- Manufactured in compliance to EN1677-1 standards; certified test reports available upon request
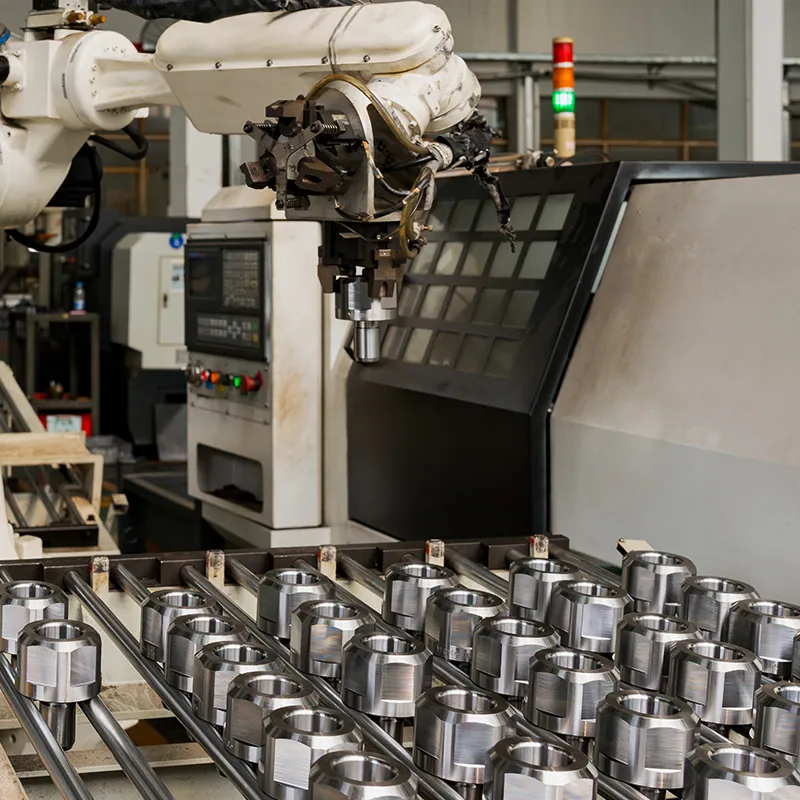
Applications
- Transportation: Ideal for lifting and transportation of heavy cargo, oversized components and containers, minimizing errors and reducing the risk of collisions or damage.
- Industrial plants: Designed to withstand 20,000 fatigue cycles, it offers exceptional durability, making it suitable for frequent lifting operations in industrial environments. Common uses include lifting industrial compressors, electric motors, boilers, and other heavy machinery.
The weld on lifting point, with a load capacity of 1.12-20t and 180° pivoting capability, is designed to deliver secure and versatile lifting solutions. These lifting points can be welded directly onto the load surface, either as a reliable lifting point or as a fixed anchor point for spreader beam attachment. They create a permanent and stable lifting point, ensuring exceptional security and reliability for heavy-duty applications.
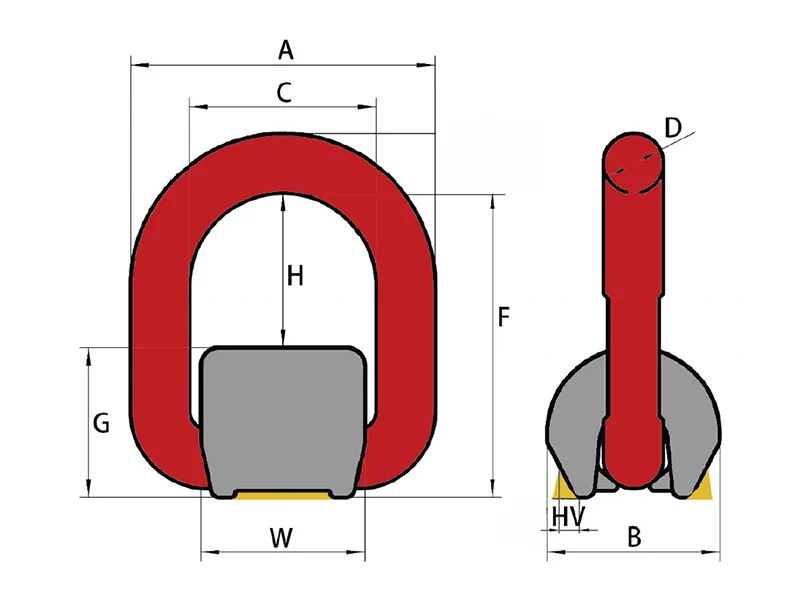
Specifications
| Item No. | Working Load Limit (t) | Dimensions (mm) | Weight (kg) |
| A | B | C | D | F | G | H | HV | W | a |
| BLT085-01 | 1.12 | 67 | 38 | 41 | 13.0 | 68.0 | 33.0 | 35.0 | 5 | 36 | 3 | 0.40 |
| BLT085-02 | 2.00 | 70 | 40 | 42 | 14.0 | 77.0 | 35.5 | 41.5 | 6 | 38 | 3 | 0.47 |
| BLT085-03 | 3.15 | 80 | 43 | 45 | 17.5 | 80.5 | 39.0 | 41.5 | 7 | 43 | 3 | 0.69 |
| BLT085-05 | 5.30 | 98 | 60 | 54 | 22.0 | 97.0 | 49.0 | 48.0 | 8 | 50 | 3 | 1.46 |
| BLT085-08 | 8.00 | 124 | 69 | 70 | 27.0 | 118.0 | 58.0 | 60.0 | 10 | 66 | 4 | 2.50 |
| BLT085-10 | 10.00 | 140 | 75 | 84 | 28.0 | 143.0 | 62.0 | 81.0 | 12 | 76 | 4 | 3.20 |
| BLT085-15 | 15.00 | 163 | 87 | 95 | 34.0 | 155.0 | 69.0 | 86.0 | 15 | 88 | 4 | 5.79 |
| BLT085-20 | 20.00 | 239 | 125 | 147 | 46.0 | 234.5 | 88.0 | 146.5 | 20 | 124 | 4 | 15.50 |
* Safety factor of 4:1;
* Welding operations must be carried out by qualified welding personnel in accordance with EN287 or AWS specifications;
Working Load Applications
| Lifting Method |  |  |  |  |  |  |  |  |
| Number of Sling Legs | 1 | 2 | 1 | 2 | 2 | 2 | 3-4 | 3-4 |
| Lifting Angle | 0° | 0° | 90° | 90° | 0-45° | 45-60° | Asymmetry | 0-45° | 45-60° | Asymmetry |
| Item No. | Thread M | Working Load Limit (t) |
| BLT085-01 | 1.12 | 1.12 | 2.24 | 1.12 | 2.24 | 1.6 | 1.12 | 1.12 | 2.4 | 1.68 | 1.12 |
| BLT085-02 | 2 | 2.00 | 4.00 | 2.00 | 4.00 | 2.8 | 2.00 | 2.00 | 4.2 | 3.00 | 2.00 |
| BLT085-03 | 3.15 | 3.15 | 6.30 | 3.15 | 6.30 | 4.4 | 3.15 | 3.15 | 6.6 | 4.725 | 3.15 |
| BLT085-05 | 5.3 | 5.30 | 10.60 | 5.30 | 10.60 | 7.4 | 5.30 | 5.30 | 11.1 | 7.95 | 5.30 |
| BLT085-08 | 8 | 8.00 | 16.00 | 8.00 | 16.00 | 11.2 | 8.00 | 8.00 | 16.8 | 12.00 | 8.00 |
| BLT085-10 | 10 | 10.00 | 20.00 | 10.00 | 20.00 | 14.0 | 10.00 | 10.00 | 21.0 | 15.00 | 10.00 |
| BLT085-15 | 15 | 15.00 | 30.00 | 15.00 | 30.00 | 21.0 | 15.00 | 15.00 | 31.5 | 22.50 | 15.00 |
| BLT085-20 | 20 | 20.00 | 40.00 | 20.00 | 40.00 | 28.0 | 20.00 | 20.00 | 42.0 | 30.00 | 20.00 |
Welding Conditions
- Welding operations must be performed by qualified personnel in accordance with EN 287 or AWS standards.
- The carbon content of the base material must not exceed 0.4%.
- If the ambient temperature is below 10°C, preheating of the surface is required prior to welding.
- Welding should not be conducted in open or unfavorable weather conditions.
Welding Methods
- Before welding, ensure the contact surface is clean and free of iron filings, grease, oil, paint, slag, or any other contaminants. If the surface is corroded or painted, all rust and paint must be completely removed from the welding area.
- Before proceeding to the next weld pass, thoroughly clean the weld bead to avoid slag inclusions.
- Once welding begins, avoid interruptions to prevent component cooling.
- Conduct a thorough inspection of the welded area to ensure it is free of cracks, depressions, or gouges. If necessary, use non-destructive testing methods such as magnetic particle or liquid penetrant inspections.
- If repairs are needed, grind out the defects and follow the appropriate qualified welding steps again.
- Avoid rapid cooling of the welded area.
-
CustomizeWe offer full customization based on customer requirements, including markings, colors, logos, bolt coating processes, and appearance. We can also design drawings tailored to specific needs.
-
ServiceBoth metric and UNC threaded hoist rings are available in stock and can be shipped within 1–3 days. For special threaded hoist rings, delivery can be arranged within 3–15 days (contact our service team for bulk order confirmation).